
A Gazdaságfejlesztési és Innovációs Operatív Program keretén belül a Pénzügyminisztérium, mint Támogató a Hátrányos helyzetű településeken működő mikro- és kisvállalkozások fejlesztéseinek támogatása című felhívás alapján támogatásra alkalmasnak minősítette
Althos Aczél Kft.
Pályázó „Technológiafejlesztés a Althos Aczél Kft-nél”, vízsugaras gép beszerzésével című GINOP-1.2.9-20-2021-03345 azonosító számú támogatási kérelmét.
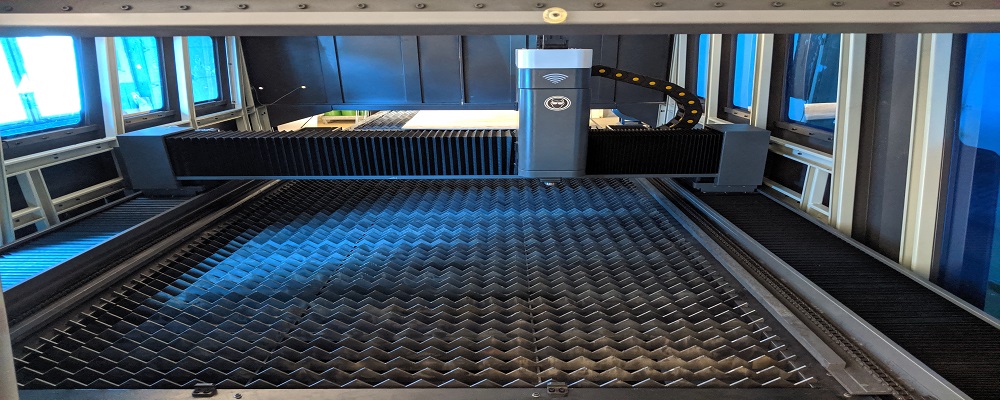
A projektben a vállalkozás egy vízsugaras vágógépet szerzett be, mellyel a jelenleg több 10 éve használatban lévő, elavult gépét váltotta ki. Az új géppel a vállalkozás hatékonyabban, gyorsabban, nagyobb kapacitással, pontosabban fog dolgozni. Minőségben előrébb tudunk jutni, hiszen az új gép képes a vágás során felmerülő oldalferdeség korrigálására, ezáltal pontosabb vágást tud biztosítani. Ezzel csökkenti a vágás során keletkező tűréshatárt. Az új gép modernebb, mind villamosenergia, víz, abrazívanyag felhasználásában takarékosabb, amivel a cég költséget takarít meg, ezzel versenyképesebbé téve az árakat. A projekt további megvalósítandó elemei: a pályázó „digitális kompetencia” témában elvégez egy képzést.
| A Projekt megvalósításának kezdete | 2021.07.19 |
| A Projekt fizikai befejezésének tervezett napja | 2022.01.03 |
| A megítélt támogatás összege | 9.721.593 Ft |
| A támogatás mértéke | 70% |
Cégünk 2011-ben alakult, amely folytatta elöző cégünk az Agria Sthal Bt. tevékenységét, a fémcsiszolást ( orvosi implantátumok, ill. műszerek, ill. vállaltunk különböző egyedi megrendeléseket. 2011 öszén sikerült beüzemelni a CNC vízsugaras vágógépünket, mellyel Eger, és környékbeli cégeknek végeztünk, végzünk vágási szolgáltatást. 2019 szeptemberében beüzemetük az 1000W-os CNC Fíber lézervágó gépünket, amellyel a kislemezes kategóriában szeretnénk versenyképesen működni.